Porosity المونيم ويلڊنگ ۾ تمام عام آهي.
بنيادي مواد ۽ ويلڊنگ تار ۾ ڪجهه خاص مقدار ۾ سوراخ موجود آهن، تنهنڪري اهو ضروري آهي ته ويلڊنگ دوران وڏن سوراخن کان پاسو ڪيو وڃي ته جيئن سوراخ معيار کان وڌيڪ نه هجن. جڏهن نمي 80 ℅ کان وڌي وڃي، ويلڊنگ کي روڪڻ گهرجي. معيار کان وڌيڪ سوراخن جو امڪان پڻ 80℅ آهي، ۽ واپسي جا ٽڪرا پيدا ڪرڻ آسان آهي.
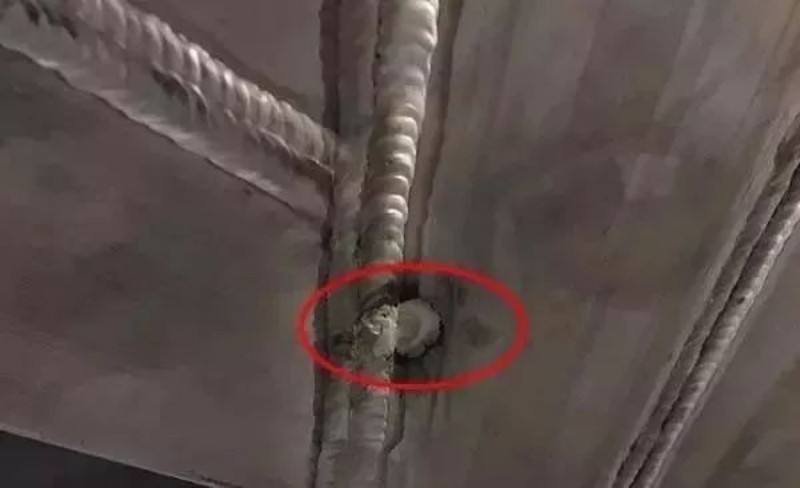
انگن ۾ ڏيکاريل نمي جي حالت ۾ ويلڊنگ تمام گهڻو امڪان آهي ته واپسي آرڊر پيدا ڪري.
Xinfa ويلڊنگ سامان اعلي معيار ۽ گهٽ قيمت جي خاصيتون آهن. تفصيل لاء، مهرباني ڪري دورو ڪريو:ويلڊنگ ۽ ڪٽڻ جو ڪارخانو - چين ويلڊنگ ۽ ڪٽڻ جو ڪارخانو ۽ سپلائرز (xinfatools.com)


▲ نمي ▲
ڪڏھن ڪڏھن ڪڏھن مٽيءَ ويلڊ تي لڪي پوندي آھي، مان ڇا ڪريان؟


▲ڪارو ۽ ڀورو▲
دراصل، ٽنگسٽن اليڪٽرروڊ آلوده هوندو آهي، يا اهو پگھريل تلاءَ يا ويلڊنگ تار کي ڇهندو آهي، ۽ ايلومينيم ان سان چپڪندو آهي. صرف جڏهن ٽنگسٽن اليڪٽرروڊ صاف ڪيو وڃي ته اسان جاري رکي سگهون ٿا.

▲آلود ٿيل ٽنگسٽن اليڪٽرروڊ گوبي جي شڪل وارو آهي▲
هن وقت، اسان کي صرف ويلڊنگ مشين جي صفائي جي چوٽي کي تري ۾ ترتيب ڏيڻ جي ضرورت آهي، موجوده بنيادي طور تي 200 جي ڀرسان آهي، ۽ آرڪ ويلڊنگ اسڪريپ ايلومينيم جي هڪ ٽڪري تي شروع ڪئي وئي آهي. صرف چند سيڪنڊن ۾، ٽنگسٽن اليڪٽرروڊ هڪ ننڍڙو بال ٺاهيندو. جيڪڏهن توهان ايلومينيم کي چڱي طرح ويلڊ ڪرڻ چاهيو ٿا، ننڍڙو بال هڪ لازمي پيداوار آهي.

▲ صفائي جي ويڪر کي گھٽ ۾ گھٽ سيٽنگ تي ترتيب ڏيو▲


▲جادوگر ننڍو بال▲
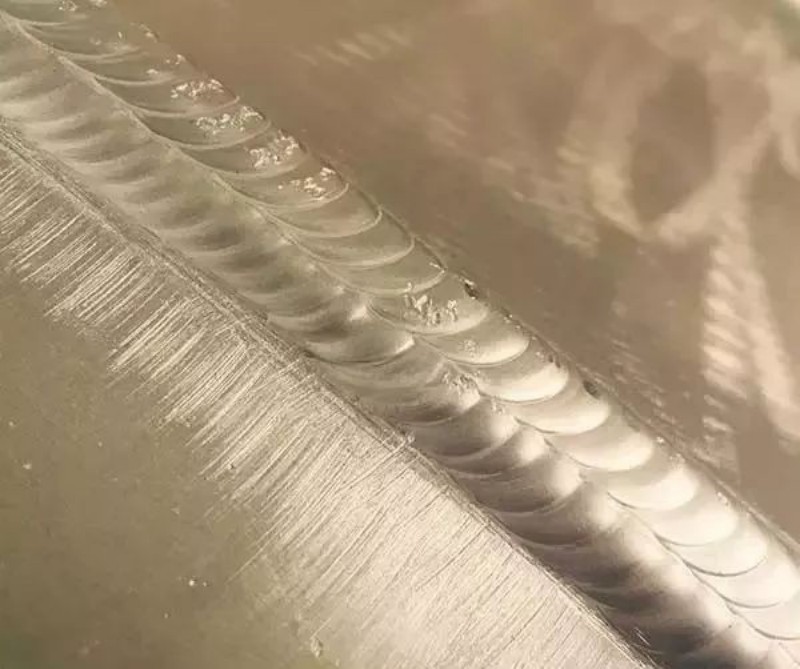
ايلومينيم ويلڊنگ کي اسٽينلیس سٹیل سان ڀيٽڻ، مان ايلومينيم ويلڊنگ کي ترجيح ڏيان ٿو. اهو اسٽينلیس سٹیل وانگر مشڪل ناهي، جنهن کي ڇڪڻ جي ضرورت آهي. ايلومينيم ويلڊنگ آسان آهي، ۽ ويلڊنگ بندوق بنيادي طور تي سوئنگ نٿو ڪري. هي ايلومينيم ٽيوب هڪ لائنر سان گڏ هڪ فليٽ ويلڊ آهي، ۽ ويلڊنگ اهو مشڪل ناهي.
جڏهن موجوده کي اعتدال سان ترتيب ڏيو، بهترين ڪرنٽ اهو آهي جيڪو پگھريل پول کي ڪنٽرول ڪري سگهي ٿو. هر ويلڊنگ مشين جي ڪارڪردگي مختلف آهي، موجوده مختلف هوندي، ۽ آرڪ جي لچڪدار پڻ مختلف هوندي.




پوسٽ ٽائيم: سيپٽمبر-29-2024


